








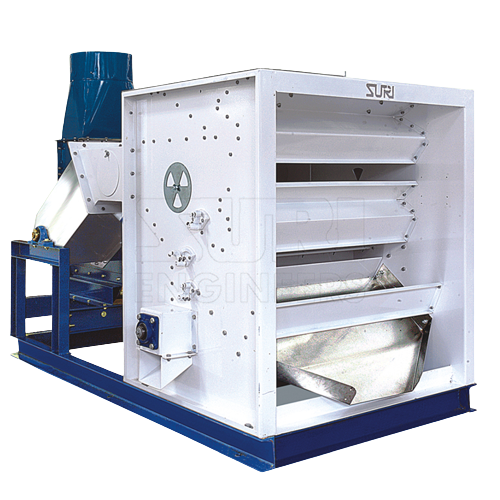










Bucket Elevators (Grain Elevators) for Rice Mills
EXPLORE PRODUCTS
Related Category Products

A Beginner’s Guide to Bucket Elevators for Rice Mills
For any busy rice mill, efficiency is key. That’s where the elevator rice mill, also known as the rice mill elevator or elevator bucket conveyor, comes into the picture. This paddy elevator keeps your operation flowing smoothly by vertically transporting essential materials like rice paddy, milled rice, and bran using a series of conveyor belt buckets.
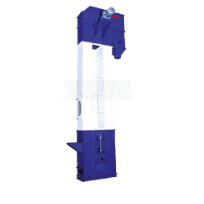
Here’s a breakdown of its key components:
1. Buckets
These are containers attached to the conveying belt or chain designed to scoop up and carry the material.
2. Belt or Chain
It is the mechanism that moves the buckets, allowing the material to be lifted to the desired height.
3. Trunks
These vertical sections house the belt or chain and support the buckets. Trunks are usually divided into upper, middle, and lower sections.
4. Hopper
The hopper is located at the lower part of the elevator and serves as a reservoir for the bulk material before the buckets scoop it up.
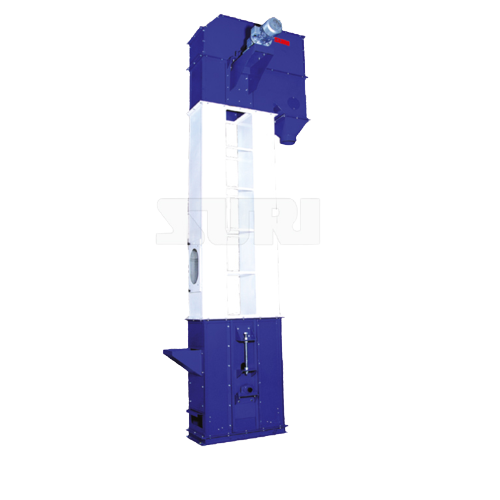
What are the Different Types of Bucket Elevators?
Bucket or grain elevators for rice mills come in several types, each designed to suit specific applications and material handling requirements:
1. Continuous Bucket Elevator
In this the rice mill conveyor buckets run close together, forming a continuous chain, minimizing material spillage. It is best used for fragile or abrasive materials like powder or granules.
2. Positive Discharge Bucket Elevator
These types of bucket elevator systems use centrifugal force to discharge material, ensuring complete emptying of the buckets. They have a high-capacity and efficient discharging system.
3. Rice Mill Bucket Elevator
This is specialized for rice processing, often made of food-grade materials and tailored for specific rice stages like paddy, milled, bran.
4. Industrial Bucket Elevator
It has robust construction designed for heavy-duty applications and handling large volumes of material.
5. Single Bucket Elevator
It utilizes a single bucket for precise and controlled lifting. It is best used for limited material flow and specific lifting needs.
6. Stainless Steel Bucket Elevator
It is constructed entirely from stainless steel, offering superior corrosion resistance and hygiene. It is best fir for food, pharmaceutical, and chemical industries where sanitation is critical.
What are the Applications of Bucket Elevators for Rice Mills?
Bucket conveyor systems have various applications and are chosen based on their design features, such as continuous discharge, positive discharge, or specific material compatibility.
1. Grain Handling
Bucket elevator systems scoop up grains from a lower level and elevate them to a higher point, facilitating the handling and storage of bulk grains in storage structures.
2. Rice Milling Industry
In the rice milling process, they help elevate rice through different stages of milling, including conveying it to various processing units, such as cleaners, hullers, and separators.
3. Continuous Discharge Bucket Elevator
Rice mill elevator buckets designed for continuous discharge ensure a constant movement of materials, reducing the risk of interruptions and improving overall efficiency.
The Advantages of Bucket Elevators to Elevate Your Rice Milling Experience
The use of bucket conveyor systems in rice mills offers several advantages, including:
- The rice mill elevator buckets working process facilitates the smooth and efficient handling of rice, ensuring a continuous flow through various processing stages.
- The automation provided by bucket elevators reduces the need for manual labour in lifting and transporting rice within the mill.
- Gentle handling of rice using elevator buckets helps preserve the quality of the grains, preventing breakage and damage during transportation.
- Bucket elevators are vertically oriented, allowing for space optimization within the rice mill, especially in cases where horizontal space may be limited.
- They are a cost-effective solution for material handling in rice mills, providing a balance between performance and investment cost.
- Bucket elevators can be integrated seamlessly with other grain-handling equipment, creating a cohesive and efficient processing system within the rice mill.
Why Should You Buy Bucket Elevators From Suri Engineers?
When considering the purchase of bucket elevators for your rice mill or grain handling facility, choosing a reliable supplier is crucial. Suri Engineers stands out as a reputable choice among bucket conveyor manufacturers and bucket elevator manufacturers.
Suri Engineers boasts extensive experience as a bucket elevator supplier and manufacturer, demonstrating a deep understanding of the industry’s specific requirements and challenges. The bucket elevators offered by Suri Engineers are built with precision and attention to detail, ensuring robust construction and durability for long-term use.
With a focus on customer satisfaction, Suri Engineers offers competitive bucket elevator prices. This commitment to affordability makes their products an economical choice without compromising on quality.
Frequently Asked Questions(FAQs)
1. How do I determine the appropriate size and capacity of a bucket elevator for my application?
To pick the right size and capacity for a bucket elevator, consider things like the kind of material you’re moving, how much you want to move, how high you need to lift it, and space layout. Budget-conscious business owners should note that the rice mill elevator price should not be the deciding factor here.
2. What maintenance is required for bucket elevators, and how often should it be performed?
To keep them running smoothly it usually involves checking and oiling the moving parts, making sure the belt or chain is at the right tension, and keeping an eye on the buckets.
3. What safety precautions should be taken when operating bucket elevators?
Make sure anyone using it knows how it works and how to be safe. When doing maintenance, use procedures to lock or tag the equipment. Put guards on the moving parts to keep people away, and make sure there’s an emergency stop button.




 For Sales Enquiries:
For Sales Enquiries: Email:
Email:

